
Overall Equipment Effectiveness (OEE)

Dit artikel legt het concept uit van Overall Equipment Effectiveness (OEE), een methode om de effectiviteit van industriële machines te meten. Na het lezen begrijp je de basis van deze krachtige methode die zeer belangrijk is voor de productiviteit in de industriële sector.
Wat is Overall Equipment Effectiveness (OEE)?
Overall Equipment Effectiveness (OEE) is een methode om de mate van effectiviteit van industriële machines te bepalen. Deze maatstaf werd bedacht door Nakajima (1988) met als doel om machineproductiviteit te meten en verliezen te beperken.
Bedrijven moeten de productiviteit van hun processen op de meest flexibele en precieze manier kunnen kwantificeren. OEE is hiervoor de meest geschikte rekenmethode gebaseerd op percentages. De Overall Equipment Effectiveness (OEE) is afgeleid van de Total Productive Maintenance of TPM-methodiek, die gericht is op productieverbeteringen.

De toegevoegde waarde van OEE is dat het de enige maatstaf is die in percentages alle belangrijke parameters van industriële productie meet: beschikbaarheid, prestatie en kwaliteit.
Met deze specifieke parameters kunnen de productiviteitsresultaten die het bedrijf nodig heeft in de productie of in de productieprocessen worden verbeterd.
Beschikbaarheid
Binnen deze parameter wordt de tijd dat de machine daadwerkelijk produceert, afgezet tegen de geplande productietijd. Dit betekent dat het de productieve tijd meet.
Beschikbaarheid (D) = TPdP = Storingen en/of fouten / TPdP
TPdP: geplande productietijd
Prestatie
Geeft de prestaties van de machine aan binnen de tijd dat deze actief was. Verminderingen van de prestaties kunnen worden veroorzaakt door onderbrekingen of vertragingen.
Opbrengst = (R) = Totaal aantal geproduceerde eenheden / TdO x Cn
TdO: werkzame tijd en Cn: nominaal vermogen Het nominaal vermogen van de machine is het vermogen dat de fabrikant opgeeft uitgedrukt in geproduceerde eenheden / tijdseenheid.
Kwaliteit
Geproduceerde eenheden in de totale productie, of het nu goede of slechte producten zijn. OEE rekent alleen de goede eenheden mee die geproduceerd zijn, niet de slechte eenheden die mislukt zijn. Kwaliteit is het aantal goede geproduceerde onderdelen gedeeld door het totale aantal geproduceerde onderdelen, inclusief verwerkte en afgedankte onderdelen.
Kwaliteit (C) = Totaal aantal goede eenheden / Totaal aantal geproduceerde eenheden
Beschikbaarheid, prestatie en kwaliteit zijn allemaal waarden tussen 0 en 1. Daarom ligt de OEE ook in het bereik [0; 1], maar wordt het uitgedrukt als een percentage. De waarde die uit de OEE komt is een betekenisvolle manier om machines te kwantificeren, waarmee ook een of meer productielijnen of zelfs een hele fabriek gekwantificeerd kan worden. In het algemeen wordt deze maatstaf verdeeld in vijf schalen.
OEE-classificatie
Met de waarde van de OEE kan de geanalyseerde apparatuur worden geclassificeerd en kan bepaald worden welke machines de beste in hun klasse zijn en al uitstekend functioneren.
De OEE moet gemeten worden bij de beperking of bottleneck.
- OEE <65%. Onacceptabel. Er zijn significante economische verliezen. Zeer laag concurrentievermogen.
- 65% <OEE 75%. Alleen acceptabel als er gewerkt wordt aan verbetering. Economische verliezen. Laag concurrentievermogen.
- 75% <OEE 85%. Acceptabel. Blijf verbeteren om boven 85% te komen en het allerbeste niveau te halen. Kleine economische verliezen. Enigszins laag concurrentievermogen.
- 85% <OEE 95%. Goed. Richting het allerbeste niveau. Goed concurrentievermogen.
- OEE> 95%. Het allerbeste niveau. Uitstekend concurrentievermogen.
Voor alle bovenstaande parameters is de Overall Equipment Effectiveness (OEE) de meest toepasselijke maatstaf om productieprocessen te optimaliseren, wat weer gelinkt is aan de bedrijfskosten. OEE laat zien wat de bottlenecks zijn in het proces, welke beslissingen genomen moeten worden op financieel gebied en welke kwaliteit en prestaties van de machines er nodig zijn.
De OEE onderscheidt 6 grote verliezen:
- Onderbrekingen / fouten.
- Configuratie en instellingen.
- Kleine onderbrekingen.
- Problemen bij opstarten.
- Problemen tijdens productie.
De eerste twee, onderbrekingen / fouten en instellingen, zijn van invloed op de beschikbaarheid. De volgende twee, kleine onderbrekingen en snelheidsvermindering, beïnvloeden de prestatie. De laatste twee, problemen bij opstarten en problemen tijdens productie, beïnvloeden de kwaliteit.
Verlies van beschikbaarheid
Apparatuurstoring ontstaat wanneer een apparaat niet werkt op het moment dat het nodig is. Dit kan veroorzaakt worden door machinefouten, productieonderbrekingen, gereedschapsstoringen en meer.
Configuratie en instellingen: productieonderbreking door wisselingen van en aanpassingen aan machines en gereedschap, gepland onderhoud, inspecties, en meer.
Prestatieverlies
Kleine onderbrekingen: deze onderbrekingen duren korter en kunnen veroorzaakt worden door een doorstromingsbelemmering, verkeerde instellingen, etc. Deze problemen kunnen in de meeste gevallen opgelost worden door de machineoperator.
Snelheidsvermindering: ook wel een trage cyclus genoemd. Dit ontstaat als de snelheid lager ligt dan de ideale snelheid die gepland was voor de cyclus (de snelst mogelijke tijd voor betere productiviteit en efficiëntie). Wanneer machines of apparatuur niet het onderhoud krijgen dat periodiek nodig is, kan dit, naast andere oorzaken, leiden tot een vermindering in snelheid.
Kwaliteitsverlies
Procesfouten: dit houdt in dat een onderdeel niet goed is, een machine verkeerd is ingesteld, of dat er sprake is van bedieningsfouten (menselijke fouten) die veel voorkomen in het kwaliteitsproces.
Verminderde prestaties: door fouten in het proces die veroorzaakt worden door verkeerde instellingen of problemen met de machine.
De voordelen van het gebruik van Overall Equipment Effectiveness (OEE)
Helpt om beter te concurreren
Vermindert productieverliezen en zorgt voor een betere concurrentiepositie. De OEE laat zien of er fouten zijn en wat daar de oorzaken van zijn.
De prestaties van de machines maximaliseren.
De prestatie van de machines verbetert en dat versnelt de processen en verhoogt het aantal producten.
De kwaliteit van processen verhogen
Het aantal defecte producten verlagen en de kwaliteit verbeteren. Met de Overall Equipment Effectiveness (OEE) kan je de oorzaak van de kwaliteitsvermindering identificeren en het aantal slechte producten verlagen.
Meting en besluitvorming verbeteren
Het is belangrijk om te weten of een proces efficiënt of inefficiënt is. De OEE kwantificeert de efficiëntie van het productieproces. Hiermee kunnen beslissingen worden genomen die voordelig zijn voor het bedrijf en die betrekking hebben op de productiestroom en continue verbeteringen in de fabriek.
Werk gemakkelijker maken
Op basis van de informatie van de Overall Equipment Effectiveness weten bedrijfsleiders en werknemers hoe ze verder moeten gaan in het productieproces en de doorstroom die nodig is. Bovendien zal alles meer geautomatiseerd zijn als het om rapportage en meldingen gaat.
Machine-exploitatiekosten verminderen
Een OEE-systeem kan anticiperen op gebeurtenissen zoals onverwachte onderbrekingen of snelheidsverminderingen, en zorgen voor besparingen op preventief onderhoud aan de machine en op de hoge kosten van een storing aan de machine zelf.
Voorbeeld van de formule
In het volgende voorbeeld vind je de formule eenvoudig uitgelegd:
Beschikbaarheid
Een normale dienst bij een bandenfabriek duurt 480 minuten. Machineoperators nemen drie pauzes tijdens hun dienst van in totaal 60 minuten, en hebben tijdens de dienst twee wisselingen die elk 60 minuten kosten. In totaal worden er 180 minuten verspild. Om het beschikbaarheidsdeel van de formule te berekenen nemen we:
Beschikbaarheid = 480 minuten-180 minuten = 300 minuten
Beschikbaarheidspercentage: = ((300 minuten) / (480 minuten)) × 100
Prestatie
Om het prestatiedeel van de formule te berekenen, gaan we ervan uit dat de bandenfabriek 60 banden per minuut produceert. Rekening houdend met de beschikbaarheidsfactor (300 minuten) kan de fabriek 18.000 banden produceren per dienst.
Stel dat de machines langzamer draaien, op 1,5 seconden van de cyclustijd, zodat de maximumsnelheid met tweederde afneemt.
Dit verlaagt de daadwerkelijke prestatie naar 12.000 banden.
Om het prestatiedeel van de formule te berekenen nemen we:
(2/3) × (100) = 66,7% prestatie
Kwaliteit
Om het kwaliteitsdeel van de formule te berekenen, gaan we ervan uit dat 3000 van de 12000 banden niet voldoen aan de kwaliteitsnormen. Het kwaliteitsratio van de banden op basis van de berekening is dan 75%.
((12000-3000) / 12000) × 100 = 75%
Om daarna de Overall Equipment Effectiveness (OEE) te berekenen moeten de factoren van beschikbaarheid X prestatie X kwaliteit worden vermenigvuldigd
Bijvoorbeeld:
OEE = 62,5% × 66,7% × 75% = 31,25%
Dit betekent dat er in theorie 28800 banden geproduceerd kunnen worden, maar uiteindelijk maar 9000 banden worden goedgekeurd voor de verkoop.
Tips en vragen die voortkomen uit het OEE-systeem
De Overall Equipment Effectiveness (OEE) laat zien of het nodig is om de prestaties van het productieproces van de fabriek te verbeteren. Als er een hoge vraag is naar de producten van jouw bedrijf en er zijn technische problemen of de noodzakelijke snelheid wordt niet gehaald, dan geeft de OEE een rapport met precieze percentages.
De OEE als kwaliteitstoepassing en klanttevredenheid zijn belangrijke aspecten van bedrijfssucces. De kwaliteitsefficiëntie van jouw producten kan variëren afhankelijk van de prestaties van de machines. Onderhoud en prestatierapporten zijn mogelijk nodig voor de apparatuur.
OEE is belangrijk voor verschillende soorten organisaties. Door dit systeem voor fabrieksapparatuur in te voeren zullen je werknemers zich tijdens de productie bewust zijn van het hele proces en de effectiviteit van het eindresultaat.
Kunnen ploegwisselingen of pauzes, onderhoud en lunchpauzes de OEE-score beïnvloeden?
Deze zijn onderdeel van de verliezen (instellingen en configuratie) en moeten in de OEE zitten. Preventief onderhoud en pauzes kunnen ook invloed hebben op de OEE-score omdat ze tijd kosten die anders gebruikt kan worden voor productie. Uitzonderingen hierop zijn preventief onderhoud dat gedaan wordt tijdens een geplande onderbreking, of als jouw apparatuur onderdelen kan blijven produceren wanneer de operator met pauze is.
Moet het doel 85% (goed concurrentievermogen) zijn?
Als je net met Overall Equipment Effectiveness (OEE) begint, moet je niet van jezelf verwachten dat je meteen op het gewenste gemiddelde zit. Dit gebeurt meestal geleidelijk gedurende een periode van zes maanden. Dus maak je geen zorgen als je begint met een percentage onder de 50%. Na verloop van tijd zal de OEE de productieprocessen binnen jouw organisatie verbeteren en optimaliseren. (9000/28800) × 100
Verschillen tussen OEE, OOE en TEEP
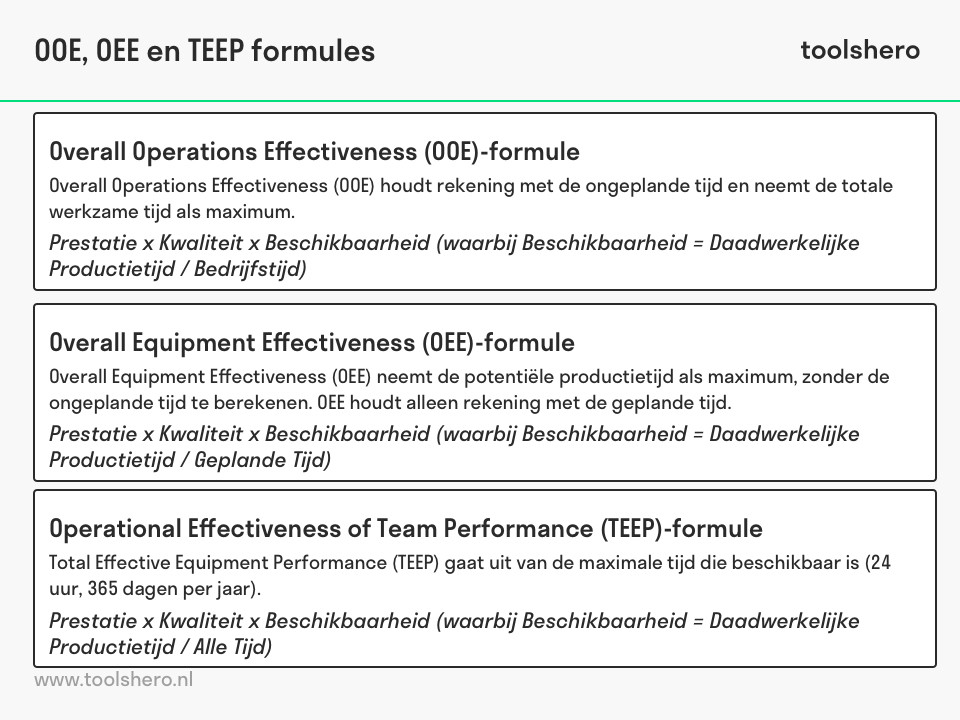
Het verschil tussen Overall Equipment Effectiveness (OEE), Overall Operations Effectiveness (OOE) en Total Effective Equipment Performance (TEEP) is de maximale tijd die in elke berekening wordt gebruikt. De maximale tijd dat een machine kan draaien. Alle drie houden rekening met beschikbaarheid, prestatie en kwaliteit.
Overall Equipment Effectiveness (OEE) neemt de potentiële productietijd als maximum, zonder de ongeplande tijd te berekenen. OEE houdt alleen rekening met de geplande tijd.
Prestatie x Kwaliteit x Beschikbaarheid (waarbij Beschikbaarheid = Daadwerkelijke Productietijd / Geplande Tijd)
Overall Operations Effectiveness (OOE) houdt rekening met de ongeplande tijd en neemt de totale werkzame tijd als maximum.
Prestatie x Kwaliteit x Beschikbaarheid (waarbij Beschikbaarheid = Daadwerkelijke Productietijd / Bedrijfstijd)
Total Effective Equipment Performance (TEEP) gaat uit van de maximale tijd die beschikbaar is (24 uur, 365 dagen per jaar).
Prestatie x Kwaliteit x Beschikbaarheid (waarbij Beschikbaarheid = Daadwerkelijke Productietijd / Alle Tijd)
Zo berekent OOE de beschikbaarheid vanaf het begin tot het einde van een dienst omdat wachtperiodes of wisselingen in de tijden worden meegenomen. OOE wordt gebruikt als een productiemaatstaf.
Nu is het jouw beurt
Wat vind jij? Is deze maatstaf voor machine-efficiëntie essentieel om een hele fabriek goed te laten functioneren? Gebruik je Overall Equipment Effectiveness (OEE) bij jouw bedrijf? Zo ja, hoe werkt dat voor jou binnen jouw bedrijf? Heb je nog aanvullingen?
Deel jouw kennis en ervaring via het commentaar veld onderaan dit artikel.
Als je het artikel handig of praktisch vond voor jouw eigen kennis, deel dit vooral met jouw netwerk of meld je aan voor onze gratis nieuwsbrief.
Meer informatie
- Muchiri, P., & Pintelon, L. (2008). Performance measurement using overall equipment effectiveness (OEE): literature review and practical application discussion. International journal of production research, 46(13), 3517-3535.
- Bamber, C. J., Castka, P., Sharp, J. M., & Motara, Y. (2003). Cross‐functional team working for overall equipment effectiveness (OEE). Journal of Quality in Maintenance Engineering.
- Garza‐Reyes, J. A., Eldridge, S., Barber, K. D., & Soriano‐Meier, H. (2010). Overall equipment effectiveness (OEE) and process capability (PC) measures. International Journal of Quality & Reliability Management.
- Dal, B., Tugwell, P., & Greatbanks, R. (2000). Overall equipment effectiveness as a measure of operational improvement–a practical analysis. International Journal of Operations & Production Management.
Citatie voor dit artikel:
Ospina Avendano, D. (2020). Retrieved [insert date] from toolshero: https://www.toolshero.nl/kwaliteitsmanagement/overall-equipment-effectiveness/
Wilt u linken naar dit artikel, dat kan!
<a href=”https://www.toolshero.nl/kwaliteitsmanagement/overall-equipment-effectiveness/”>toolshero: Overall Equipment Effectiveness (OEE)</a>






